Ranté Conveyor Roller Tunggal Pikeun Jalur Produksi Sarung Tangan

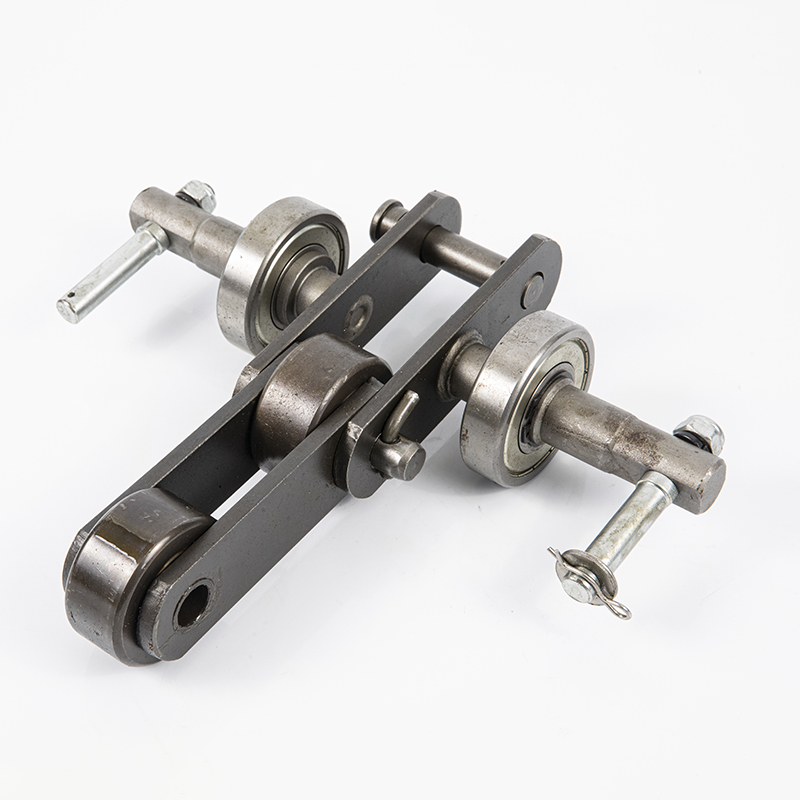
Ranté pangiriman sami sareng ranté transmisi. Ranté pangiriman anu presisi ogé diwangun ku runtuyan bantalan, anu dipasang ku pelat ranté kalayan pengekangan, sareng hubungan posisi antara anu sanés akurat pisan.
Unggal bantalan diwangun ku pin sareng selongsong tempat rol ranté diputer. Boh pin sareng selongsong ngalaman perlakuan pengerasan permukaan, anu ngamungkinkeun sambungan engsel dina tekanan anu langkung luhur, sareng tiasa nahan tekanan beban anu dikirimkeun ku rol sareng dampak nalika dihijikeun. Ranté conveyor anu gaduh rupa-rupa kakuatan gaduh sarangkaian pitch ranté anu béda: pitch ranté gumantung kana sarat kakuatan huntu sprocket sareng sarat kaku pelat ranté sareng ranté umum. Upami diperyogikeun, éta tiasa dikuatkeun. Selongsong tiasa ngaleuwihan pitch ranté anu dipeunteun, tapi kedah aya celah dina huntu gir pikeun nyabut selongsong.
Penanganan Masalah:
Penyimpangan sabuk konveyor mangrupikeun salah sahiji kasalahan umum nalika sabuk konveyor dijalankeun. Aya seueur alesan pikeun penyimpangan éta, alesan utama nyaéta akurasi pamasangan anu handap sareng pangropéa sapopoé anu goréng. Salila prosés pamasangan, rol sirah sareng buntut sareng rol panengah kedah aya dina garis tengah anu sami sabisa-bisa sareng sajajar silih pikeun mastikeun yén sabuk konveyor henteu dibengkokkeun atanapi rada dibengkokkeun.
Salian ti éta, sambungan tali kedah leres, sareng perimeter dina dua sisi kedah sami.
Dina prosés panggunaan, upami aya panyimpangan, pamariksaan ieu kedah dilakukeun pikeun nangtukeun sababna sareng ngadamel panyesuaian. Bagian anu sering dipariksa sareng metode perawatan panyimpangan sabuk konveyor nyaéta:
(1) Pariksa henteuna garis tengah horizontal roller sareng garis tengah longitudinal conveyor belt. Upami nilai non-coincidence ngaleuwihan 3mm, liang pemasangan anu panjang dina dua sisi set roller kedah dianggo pikeun nyaluyukeunana. Métode khususna nyaéta sisi mana tina conveyor belt anu bias, sisi mana tina grup roller anu maju ka arah conveyor belt, atanapi sisi anu sanésna mundur.
(2) Pariksa nilai deviasi dua bidang korsi bantalan tina pigura sirah sareng buntut. Upami deviasi dua bidang langkung ageung tibatan 1mm, dua bidang kedah disaluyukeun dina bidang anu sami. Métode pangaturan roller sirah nyaéta: upami sabuk conveyor nyimpang ka sisi katuhu roller, korsi bantalan di sisi katuhu roller kedah maju atanapi korsi bantalan kénca kedah mundur; Korsi bantalan di sisi kénca drum kedah maju atanapi korsi bantalan di sisi katuhu kedah mundur. Métode pangaturan roller buntut sabalikna tina roller sirah.
(3) Pariksa posisi bahan dina ban berjalan. Upami bahan henteu aya di tengah-tengah potongan melintang ban berjalan, éta bakal nyababkeun ban berjalan nyimpang. Upami bahan nyimpang ka katuhu, ban berjalan nyimpang ka kénca, sareng sabalikna. Bahan kedah di tengah-tengah sabisa-bisa nalika dianggo. Pikeun ngirangan atanapi nyingkahan panyimpangan tina ban berjalan sapertos kieu, pelat baffle tiasa ditambahkeun pikeun ngarobih arah sareng posisi bahan.